Why More and More People Nowadays Prefer to Choose Acrylic Outdoor Neon Signs
The signage market is becoming more and more competitive, which is leading more signage suppliers to create new types of technology to produce signs. Acrylic neon is the most recent new process in the signage market
The main material of Acrylic Neon Outdoor Signage is acrylic, which is different from the ordinary acrylic materials on the market. Acrylic neon uses a liquid acrylic glue that is UV cured to form a light-emitting stencil.


♦ Light Source: Instead of using gas-filled glass tubes, acrylic neon uses LED strips. These LED strips are embedded in the acrylic structure and are wrapped so tightly that they last 3-5 years even in harsh outdoor environments, which is simply not possible with traditional silicone neon.
♦ Appearance: These lights replicate the bright, vibrant look of traditional neon, but are safer and easier to handle because there is no fragile glass and no harmful gases. When liquid acrylic is lit, the colors are far more translucent than traditional silicone neon and glass neon.
Benefits
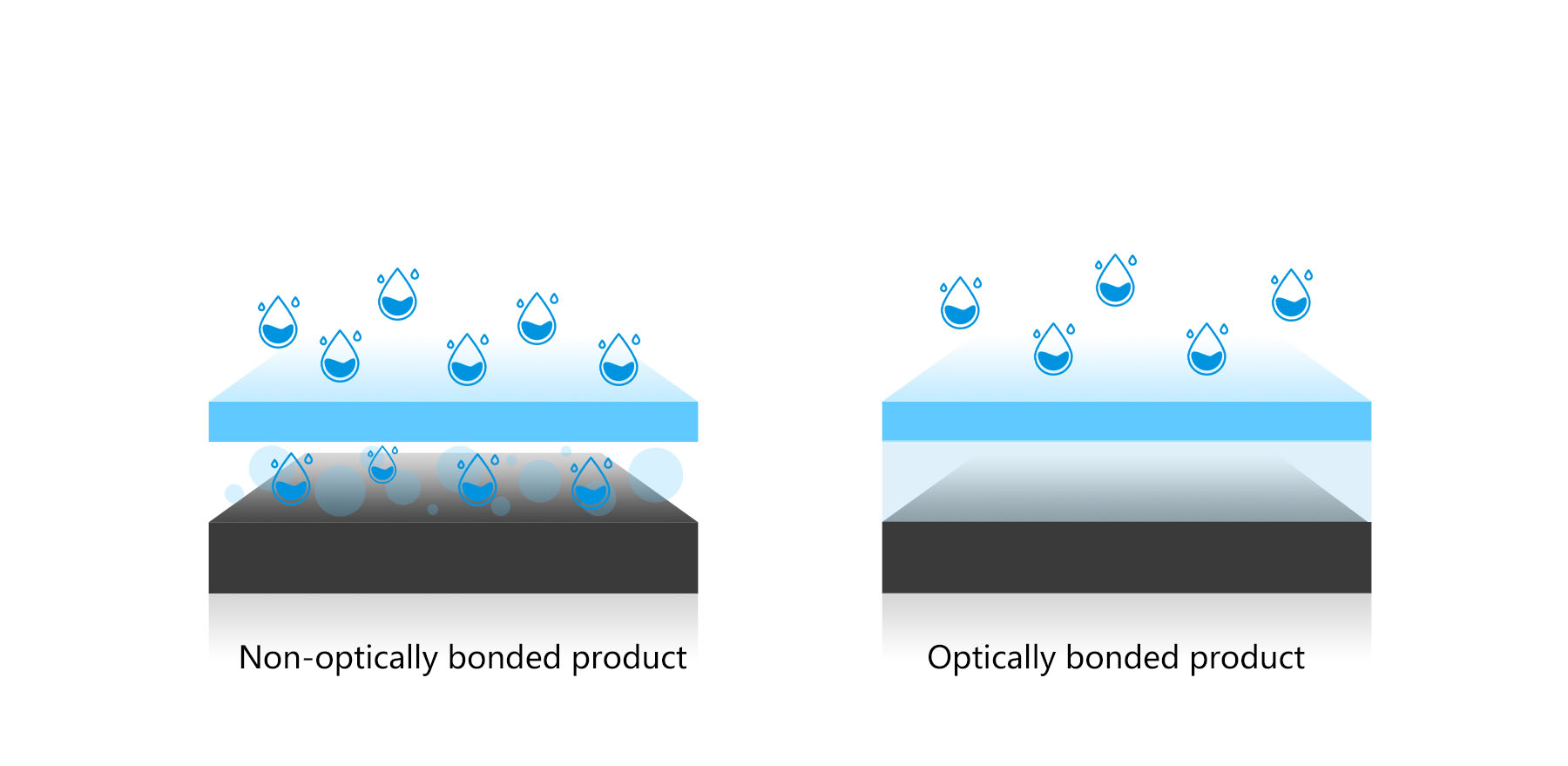
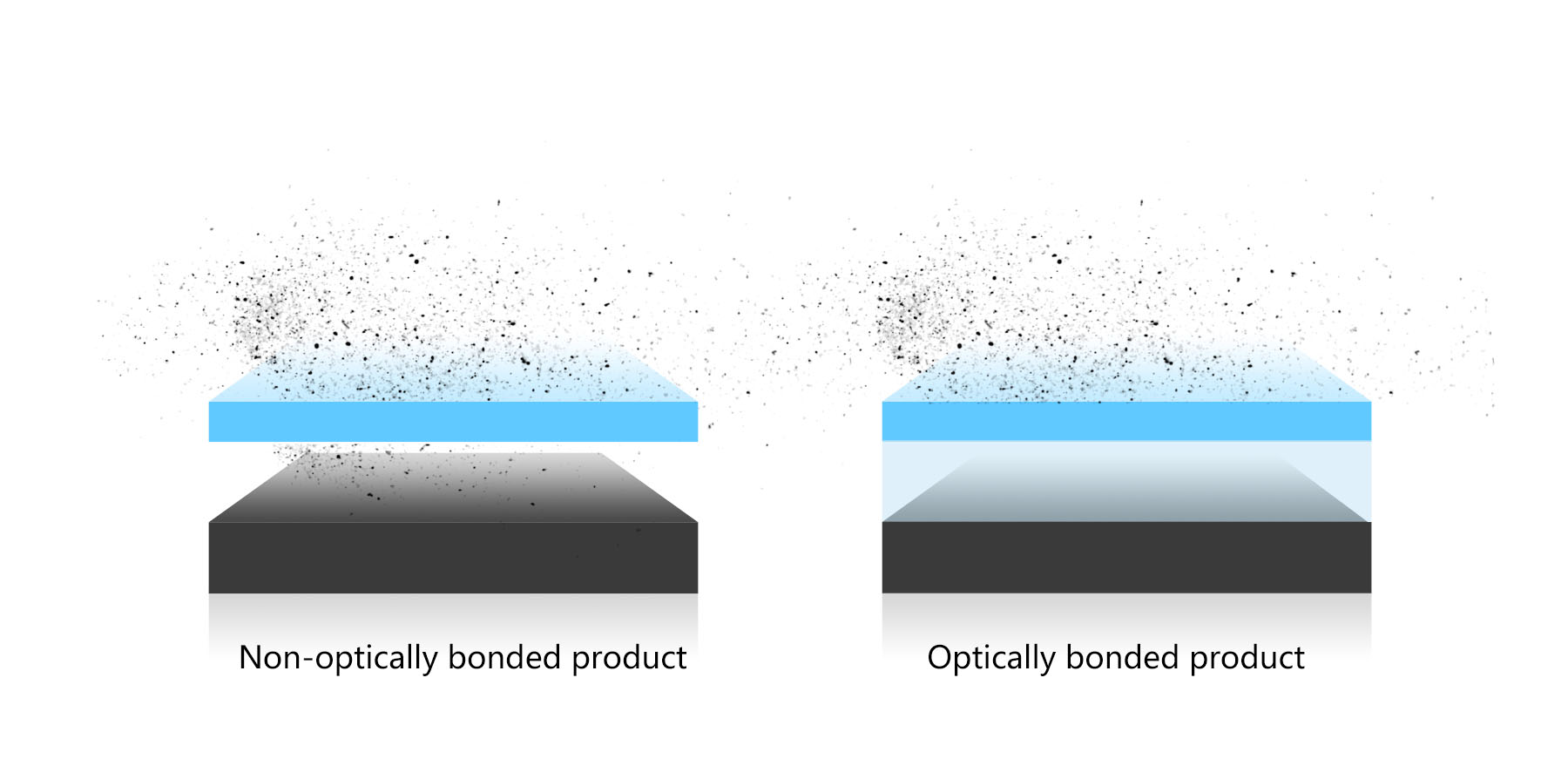
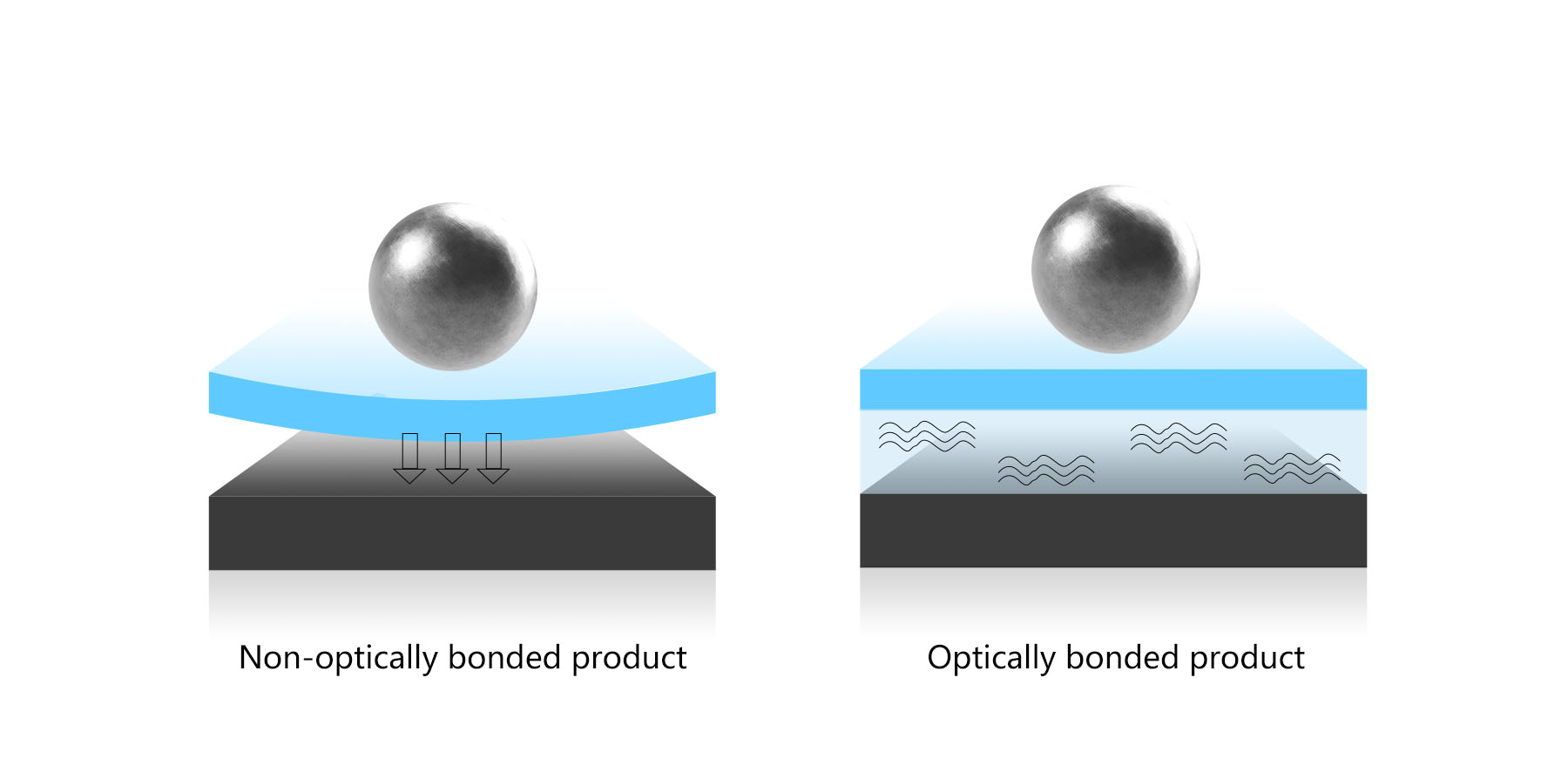
Acrylic is more durable and impact resistant than glass and therefore less prone to breakage. It does not require high voltage transformers or toxic gases, making it safer to install and operate.
Liquid acrylic glue can be easily poured into a variety of shapes and sizes, allowing for highly customized designs.
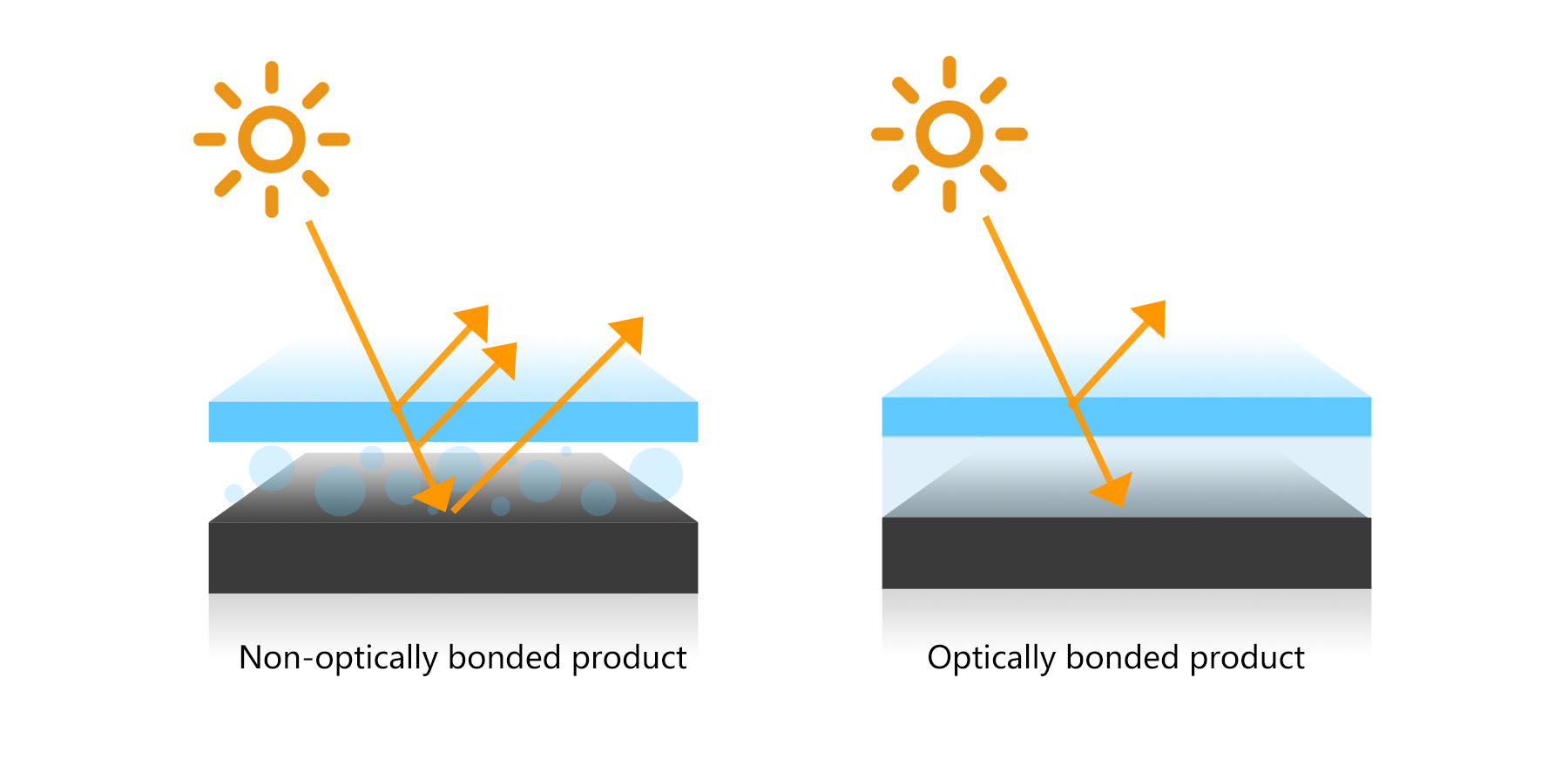
Acrylic is lighter in weight than glass, making it easier to install and transport. The internal LED strips make for a more even glow. While traditional glass neon often glows unevenly or malfunctions, this is definitely not the case with acrylic neon.



Acrylic neon outdoor waterproof signs can be used in a variety of applications:
Commercial Signage: They are popular for advertising and decorating storefronts, restaurants, bars and other commercial locations.
Home Decoration: Many people use them as home decorations to add a modern and stylish touch to their interiors.
Events and Exhibitions: These lamps are also commonly used at events, exhibitions and trade shows for branding and promotional purposes.
Essentially, acrylic neon lights offer a modern, efficient and versatile alternative to traditional neon lights. They combine the nostalgic appeal of neon with the benefits of modern LED technology, making them an attractive option for a variety of lighting and signage applications.
Just follow Satinsign to get more Acrylic Outdoor Waterproof Neon Signage ideas!
Email : sales@erybaysign.com